Soldadura de tubos por electrofusión
La colocación de la tubería o del sistema de alcantarillado principal no se puede realizar con una sola pieza de material. Hasta la fecha, se han desarrollado muchos métodos mediante los cuales se realiza la conexión de segmentos individuales. La más avanzada es la soldadura de tubos de electrofusión.
Que es
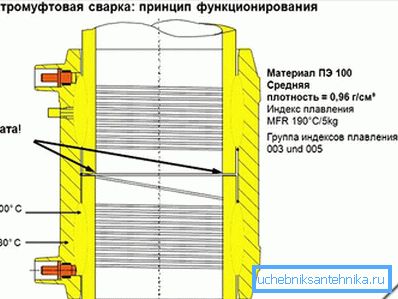
La esencia del método radica en el hecho de que el accesorio de conexión tiene una espiral eléctrica en él. Puede ser totalmente abierto, parcialmente enterrado u oculto. El elemento calefactor tiene dos contactos salientes a los que está conectada la máquina de soldar. El valor especificado de la tensión se suministra durante un período de tiempo especificado. La parte interior del conector y la sección insertada del tubo bajo la acción de la temperatura se convierten en líquidos. La pared exterior no se calienta hasta tal punto y retiene su elasticidad, lo que hace que la sustancia se mueva hacia abajo, como resultado de lo cual se forma una estructura monolítica.

Los acoplamientos están hechos de tres tipos de plástico: polietileno, polipropileno, polibuteno. Para la instalación de líneas de gas se suele utilizar solo la primera opción.
Sugerencia El marcado se aplica a los accesorios, que informan al operador sobre qué voltaje y durante qué período aplicar. También indica el tiempo de enfriamiento de la junta terminada. Además, el diseño proporciona indicadores especiales que señalan el proceso completado.
Beneficios

Este método tecnológico tiene muchos aspectos positivos:
- Durante la soldadura, el diámetro interno de la tubería no disminuye. Esto significa que puede usarse no solo en los casos en que el sistema tiene una cabeza de presión con presión constante. Los sistemas de drenaje y de tormenta no son una excepción.
- Gracias a una base instrumental bien pensada, el factor humano se reduce al mínimo cuando se realizan todas las operaciones requeridas.
- Este método es más aceptable si necesita adherir dos tuberías de gran diámetro.
- La soldadura por electrofusión será indispensable cuando se requiera la reparación de la línea principal, y no es posible desplazar las tuberías en el plano horizontal.
- Un obstáculo para la articulación tampoco será el caso cuando ambos o uno de los tubos esté reforzado con inclusiones de refuerzo. Cuando se suelda a tope no hay garantía de tal resistencia de la costura.
- Las tuberías del polietileno cosido suelen conectarse mecánicamente. La soldadura ZN brinda la oportunidad de afectar los enlaces moleculares, proporcionando una costura de alta calidad.
- El montaje de una tubería con una pluralidad de tomas se puede realizar directamente en el sitio, sin la necesidad de una conexión preliminar e instalación de una estructura ya terminada.
- Ahorro de energía eléctrica en comparación con otros tipos.
- La ventaja de soldar productos de diferentes calidades de polietileno, así como diferentes diámetros.
Caja de herramientas

Para que todo el proceso transcurra sin problemas, necesita tener una herramienta específica con usted:
- Maquina de soldar Una unidad única fue desarrollada para este tipo de soldadura. Se basa en la tecnología de semiconductores, por lo que consume un orden de magnitud menos electricidad que sus otras contrapartes. Por lo general, para tales unidades se indican los diámetros máximo y mínimo de soldadura. Hay un escáner de código de barras que ingresa automáticamente datos sobre un tipo específico de conexión, también puede hacerse manualmente. Los datos de cada unión pasada se almacenan en la memoria para que el operador o grupo de control pueda obtener información. Es posible que tenga un puerto serie o USB incorporado, puede conectar una unidad flash a este último para transferir configuraciones o datos. El panel frontal generalmente tiene una pantalla que muestra la configuración actual. Completa con algunas unidades hay consejos de varias secciones.
- Posicionador Pequeño accesorio metálico en forma de tira que tiene varios clips. Esta herramienta le permite colocar los tubos en el mismo plano para soldar. También se pretende corregir la ovalidad. Para estos fines también se puede utilizar una pinza separada.
- Truborez. Suele utilizar disco. Es él quien hace posible realizar un corte uniforme, que es un requisito.
- Raspador Mango pequeño con una cuchilla. También puede ser un accesorio con varios módulos. Uno de ellos se coloca en el tubo, el segundo, en el que se ubica el cabezal de corte, se conecta y elimina la capa superior durante la rotación. Este procedimiento es necesario no para crear una superficie rugosa, sino para eliminar la parte oxidada de la boquilla.
- La ruleta o la regla.
- Limpiador Es necesario eliminar la suciedad y la grasa. Se debe utilizar especialmente diseñado para un tipo específico de tubería. No utilice alcohol ordinario o acetona.
- Marcador Se utiliza un color blanco o brillante resistente al agua para aplicar no solo las marcas, sino también algunos datos en lugar de los picos.
Sugerencia Para el inserto de silla de montar, también se utiliza un taladro especial, así como una llave hexagonal y un destornillador para los pestillos.
Asamblea

El proceso de aumento no es muy complicado, pero requiere cierta precisión, atención y perseverancia.
- Si hay tiempo antes del trabajo, es recomendable enderezar la tubería en 24 horas, desenrollarla de la bahía, esto ayudará a corregir parcialmente la ovalidad.
- Lo primero que debe hacer es recortar el borde de la tubería. Para estos fines es posible, pero no deseable, utilizar una sierra para metales. El trasero es áspero. Utilice un cortador de tubería de disco, proporcionará el plano correcto.
- El siguiente es el marcado. Es necesario aplicar la línea a la que se usará la conexión. Desde ella se hace un margen de otros 1-2 cm y se marca.
- Con un raspador o un limpiador de óxido mecánico, retire la capa superior. Para tuberías cuyo diámetro no exceda de 63 mm, es de 0.1 mm. Si el diámetro exterior es más grande, entonces debe quitar 0.2 mm.
- Ahora el tubo se trata con solvente y se coloca en el posicionador. Debe estar bien arreglado y corregir la ovalidad. La conexión no debe someterse a estrés por fractura. El posicionador debe compensarlo.
- El acoplamiento se coloca (también debe tratarse con una solución desde el interior). Si el diámetro de la tubería es muy grande, entonces el acoplamiento se estira a su tamaño completo. La segunda tubería de derivación se introduce y la conexión se reduce a la mitad de su profundidad. La hélice hipotecaria debe estar en toda el área de la tubería para garantizar una aleación adecuada.
- Después de conectar dos tubos, la máquina de soldadura está conectada. Los parámetros necesarios son leídos por el escáner o ingresados manualmente. El proceso comienza. Es importante recordar que el tiempo de enfriamiento también incluye un ciclo completo. Si el clip se retira antes de tiempo, se romperá la tensión.
- Cuando se completan todas las tareas, la hora y la fecha, así como el operador, se ponen en la conexión.
- Montar una inserción de silla tiene un algoritmo similar. La limpieza se realiza en el lugar de instalación, pero no alrededor de toda la circunferencia, sino solo el área de la adhesión, que se bloqueará mediante una espiral. Después de pelar, la silla se pone y se sujeta firmemente. Se realiza soldadura. Además, con la ayuda de una herramienta adicional, se realiza un corte. Con la ayuda de un tapón se cierra la apertura tecnológica y se aplica una etiqueta.
Sugerencia Para eliminar el óxido, no utilice papel de lija o depuradores inadecuados. Simplemente rascará la superficie, pero no logrará el resultado deseado.
Errores tipicos

En algunos casos, la conexión está despresurizada. Esto se puede detectar ya al completar una instalación completa. Esto sucede por las siguientes razones:
- El operador no compensó la ovalidad. Esto puede hacer que el plástico fundido no llene todo el espacio.
- El raspado no se hizo con un raspador. El resultado será que el acoplamiento y la tubería no forman una soldadura monolítica.
- La tubería estaba en ángulo con el accesorio. La consecuencia será la fuga de plástico líquido.
- El accesorio no estaba completamente ajustado. La hélice hipotecaria no derretirá una cantidad suficiente de superficie articulada.
- No se realizó desengrase o después de tocar el lugar de limpieza. La conexión no será apretada.
Para la conexión de tuberías de HDPE, esta instrucción también es aplicable. Este método es mucho mejor que usar accesorios con una abrazadera mecánica que no puede proporcionar una estanqueidad perfecta.
El video
Los materiales de video proporcionados muestran el proceso tecnológico de la soldadura de tubos por electrofusión: